-
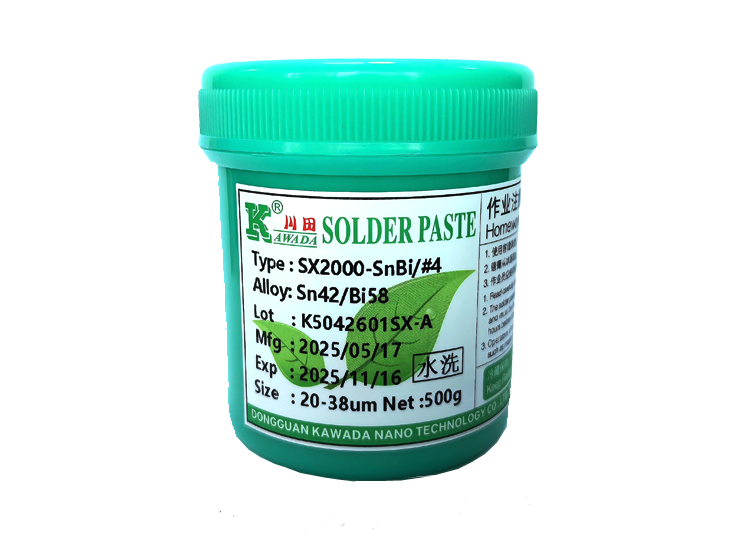
型号:SX3000-SBA3503 / 4
-
合金成分:Sn64.7Bi35Ag0.3
-
颗粒度:20-38um
-
净重:500g
-
-
环保无卤中温锡膏
ENVIRONMENTAL HALOGEN-FREE MEDIUM TEMPERATURE SOLDER PASTE
Sn64/Bi35/Ag1、Sn69.5/Bi30/Cu0.5、Sn82.5/Bi17/Cu0.5环保无卤中温锡膏熔点179℃、196℃、209℃;作业实际温度需求210-230℃(Time30-90Sec);为目前最合适的中温焊接材料,回流工艺与传统Sn63/Pb37焊接温度基本相同。适中的熔点可减少回流过程中高温对元器件及PCB板的损害,同时避免了某些低温无铅合金因固相线温度过低而导致可靠性下降的问题;由于低温作业提升制造良率,广泛应用于SMT贴片、高频头、插件PCB板、遥控板,对不能承受高温PCB板具有良好的上锡及焊接牢固;回流焊后焊点饱满,板面无需清洗,无卤素化合物残留,符合RoHS环保禁用物质要求。
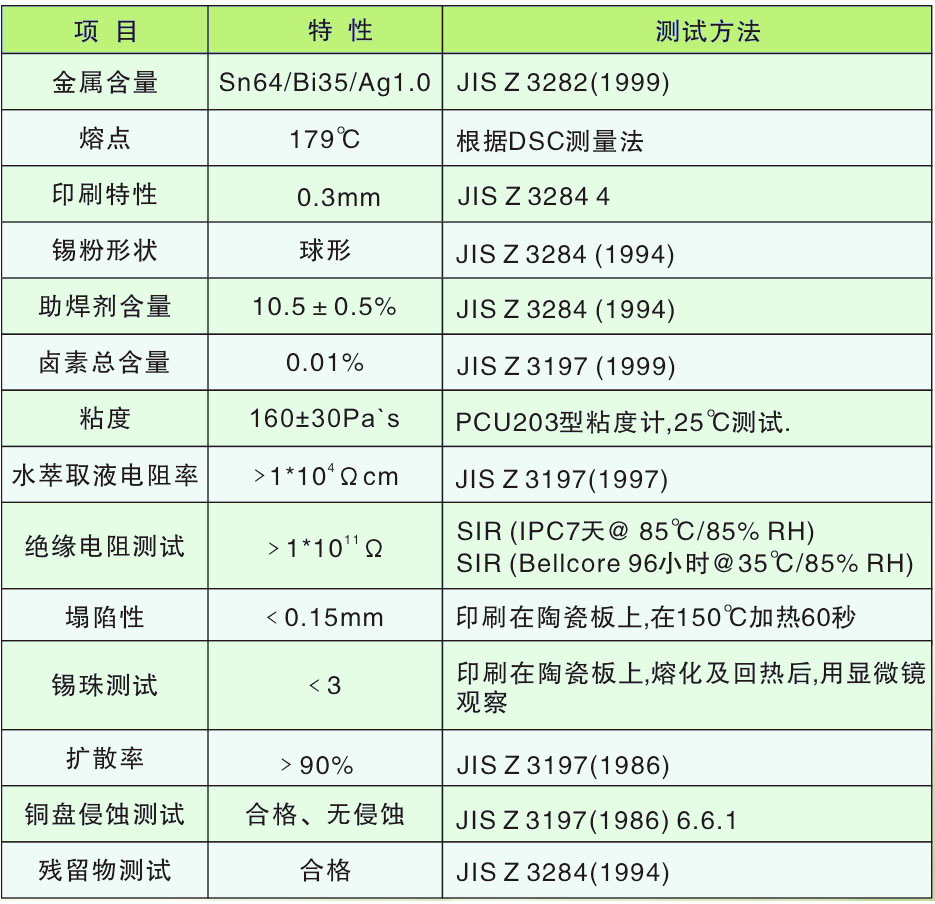
环保无卤中温锡膏特性表
ENVIRONMENTAL HALOGEN-FREE HIGH TEMPERATURE SOLDER PASTE CHARACTERISTICS TABLE
环保中温锡膏回焊曲线图
ENVIRONMENTALL MEDIUM TEM PERERATURE SOLDER PASTE REFLOW CURVE
此回流焊曲线适用于Sn/Bi/Ag、Sn/Bi/Cu系列
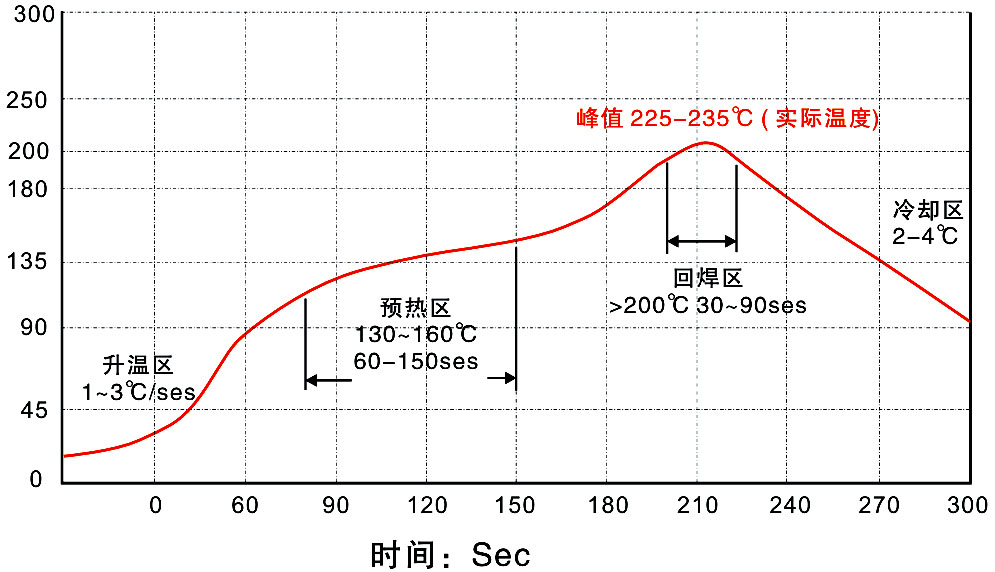
A、升温区
在升温区,焊膏内的部分挥发性溶剂被蒸发,并降低元器件之热冲击。
要求:升温斜率为1.0-3℃/秒。
在该区助焊剂开始活跃,化学清洗行动开始,并使PCB在到达回焊区前各部温度均匀。
要求:温度为130-160℃时间为60-150秒 升温斜率为<3℃/秒。
锡膏中的金属颗粒熔化,在液态表面张力作用下形成焊点表面。
要求:峰值温度为225-235℃ ,200℃以上时间30-90秒(Important)。
离开回焊区后,基板进入冷却区,控制焊点的冷却速度也十分重要,焊点强度会随冷却速度增加而增加。
要求:降温斜率<4℃ 冷却终止温度最好不高于90℃。





广东川田纳米科技有限公司
全国统一服务热线:400-893-9525
电话:0769-82118170 / 71 / 72
手机:13603087389
传真:0769-82118176
邮箱:kawada@wuqianxigao.com
地址:广东东莞市凤岗镇京东路1号54号楼1401室

Copyright 2004- © 广东川田纳米科技有限公司 All Rights Reserved 版权所有 | 粤ICP备2025430757号 搜索地图 技术支持:中采网