-
型号:LF9020-SACX / 3
-
合金成分:Sn / Ag / Cu / X
-
颗粒度:25-45um
-
净重:500g
-
-
环保无卤锡膏
ENVIRONMENTAL HALOGEN-FREE SOLDER PASTE
川田环保无卤锡膏具有优越的润湿性和熔融性抑制冷焊,以及稳定的印刷性是适合于高密度组装的高可靠性无铅焊锡膏。
1、不含卤素化合物(F、Cl、Br、I、At)
2、助焊剂活性成份没有使用卤素材料,但是依旧实现了与过去产品相同的表面净化作用及优良的焊接强度。
3、良好的溶解性、抑制焊锡球。
4、润湿性良好,残留物开裂减少。
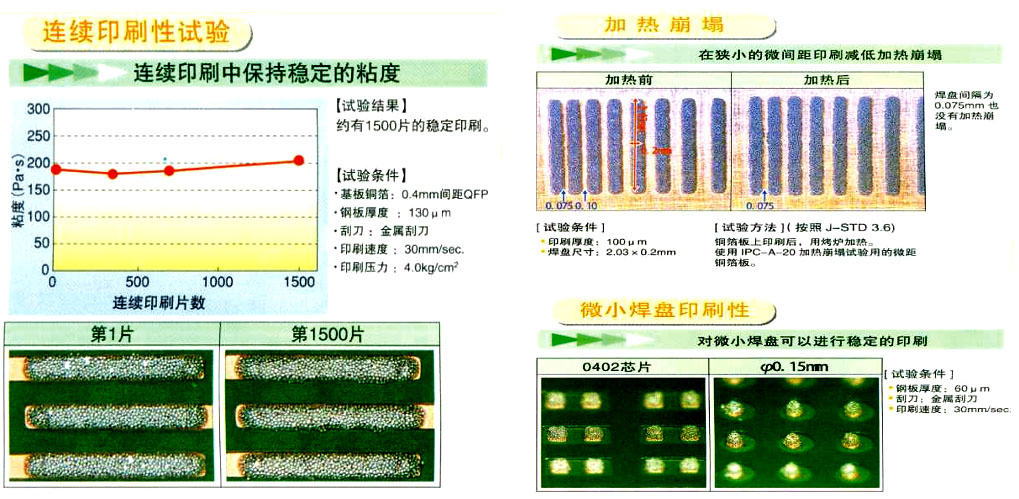
5、持续稳定的印刷性。
6、抑制开裂、合金层的生长,优越的反复伸缩特性,耐冲击特性,高可靠性。
性能测试:连续印刷性试验→加热崩塌→微小焊盘印刷性
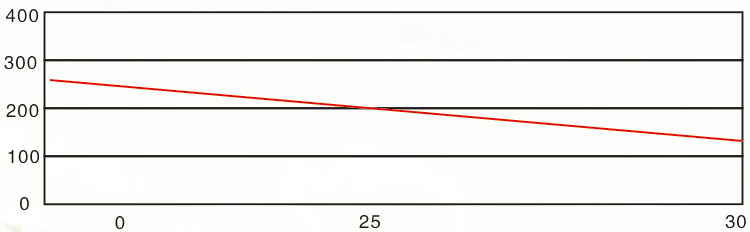
锡膏温度与粘度变化图表,粘度随着温度的变化而变化,从而影响其印刷性,因此控制工作环境的温度是十分重要的。
环保高温锡膏回焊曲线图
ENVIRNMENTALLY HIGH TEMPERATURE SOLDER PASTE REFLOW CURVE
此回焊曲线适用于Sn/Ag/Cu/、Sn/Cu系列
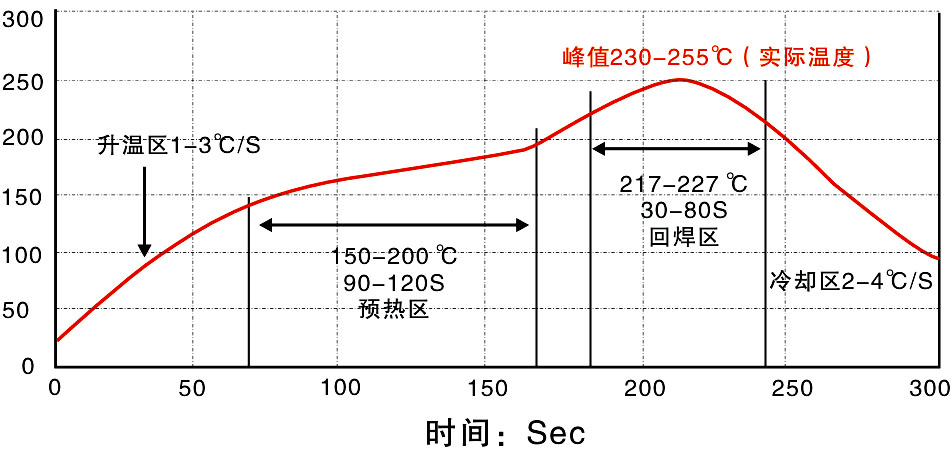
A、升温区
1、在升温区,焊膏内的部分挥发性溶剂蒸发,并降低对元器件之热冲击。
2、要求:升温斜率为1.0-3℃/秒。
3、若升温速度太快,则可能会引起锡膏的流动性及成份恶化,造成锡球及桥连等现象,同时会使元器件承受过大的热应力而受损。
B、预热区
1、在该区助焊剂开始活跃,化学清洗行动开始,并使PCB在到达回焊区前各部温度均匀。
2、要求:温度为150-200℃,时间为90-120秒,升温斜率应小于3℃/秒。
C、回焊区
1、锡膏中的金属颗粒熔化,在液态表面张力作用下形成焊点表面。
2、要求:峰值温度为230-255℃,217℃以上时间为30-80秒(1mporant)。
3、若峰值温度过高或回流时间过长,可能会导致焊点变暗,助焊剂残留物碳化变色,元器件受损等。
4、若温度太低或回焊时间太短,则可能会使焊料的润湿性变差而不能形成高质量、高可靠性的焊点,具有较大热容量的元器件的焊点甚至会形成虚焊。
D、冷却区
1、离开回焊区后,基板进入冷却区,控制焊点的冷却速度也十分重要,焊点强度会随冷却速 度增加而增加。
2、要求:降温斜率小于4℃,冷却终止温度最好不高于100℃。
3、若冷却速度太快,则可能会因承受过大的热应力而造成元器件受损,焊点有裂纹等不良现象。
4、若冷却速度太慢,则可能会形成较大的晶粒结构,使焊点强度变差或元器件移位。




广东川田纳米科技有限公司
全国统一服务热线:400-893-9525
电话:0769-82118170 / 71 / 72
手机:13603087389
传真:0769-82118176
邮箱:kawada@wuqianxigao.com
地址:广东东莞市凤岗镇京东路1号54号楼1401室

Copyright 2004- © 广东川田纳米科技有限公司 All Rights Reserved 版权所有 | 粤ICP备2025430757号 搜索地图 技术支持:中采网