-
аЭКХЃКSX3100-SBA3510 / 4
-
КЯН№ГЩЗжЃКSn64Bi35Ag1.0
-
ПХСЃЖШЃК20-38um
-
ОЛжиЃК500g
-
-
ЛЗБЃЮоТБжаЮТЮ§Ир
ENVIRONMENTAL HALOGEN-FREE MEDIUM TEMPERATURE SOLDER PASTE
Sn64/Bi35/Ag1ЁЂSn69.5/Bi30/Cu0.5ЁЂSn82.5/Bi17/Cu0.5ЛЗБЃЮоТБжаЮТЮ§ИрШлЕу179ЁцЁЂ196ЁцЁЂ209ЁцЃЛзївЕЪЕМЪЮТЖШашЧѓ210-230ЁцЃЈTime30-90SecЃЉ;ЮЊФПЧАзюКЯЪЪЕФжаЮТКИНгВФСЯЃЌЛиСїЙЄвегыДЋЭГSn63/Pb37КИНгЮТЖШЛљБОЯрЭЌЁЃЪЪжаЕФШлЕуПЩМѕЩйЛиСїЙ§ГЬжаИпЮТЖддЊЦїМўМАPCBАхЕФЫ№КІЃЌЭЌЪББмУтСЫФГаЉЕЭЮТЮоЧІКЯН№вђЙЬЯрЯпЮТЖШЙ§ЕЭЖјЕМжТПЩППадЯТНЕЕФЮЪЬтЃЛгЩгкЕЭЮТзївЕЬсЩ§жЦдьСМТЪЃЌЙуЗКгІгУгкSMTЬљЦЌЁЂИпЦЕЭЗЁЂВхМўPCBАхЁЂвЃПиАхЃЌЖдВЛФмГаЪмИпЮТPCBАхОпгаСМКУЕФЩЯЮ§МАКИНгРЮЙЬЃЛЛиСїКИКѓКИЕуБЅТњЃЌАхУцЮоашЧхЯДЃЌЮоТБЫиЛЏКЯЮяВаСєЃЌЗћКЯRoHSЛЗБЃНћгУЮяжЪвЊЧѓЁЃ
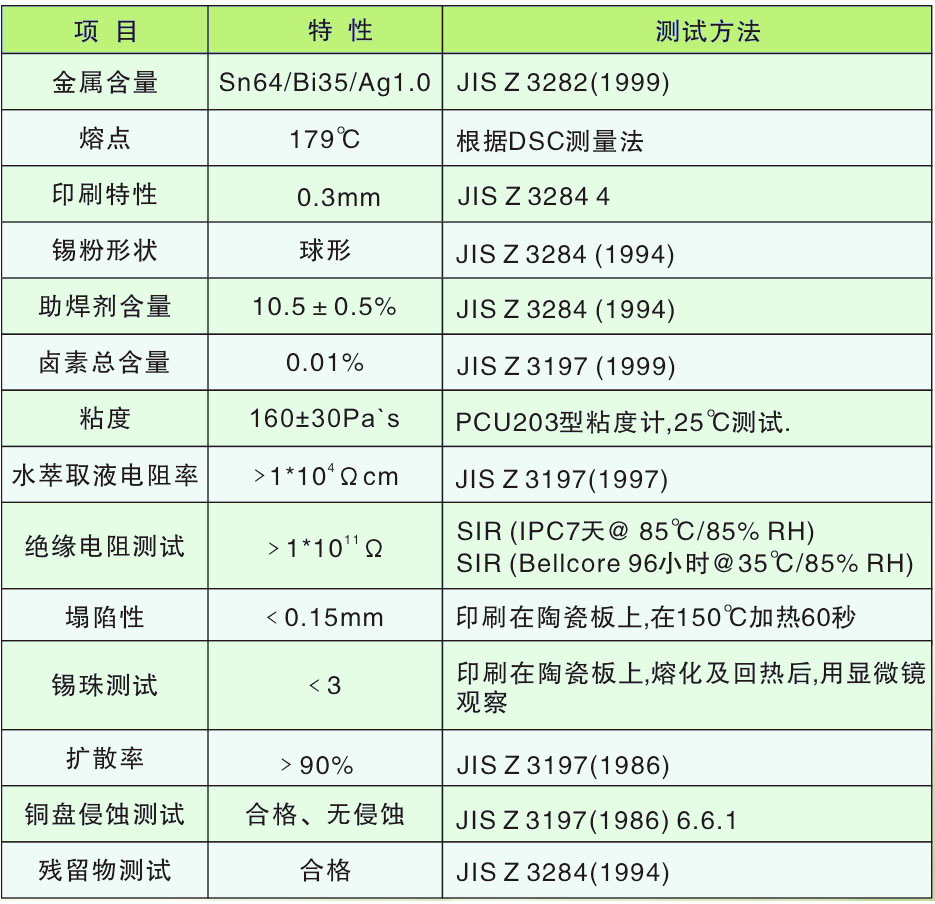
ЛЗБЃЮоТБжаЮТЮ§ИрЬиадБэ
ENVIRONMENTAL HALOGEN-FREE HIGH TEMPERATURE SOLDER PASTE CHARACTERISTICS TABLE
ЛЗБЃжаЮТЮ§ИрЛиКИЧњЯпЭМ
ENVIRONMENTALL MEDIUM TEM PERERATURE SOLDER PASTE REFLOW CURVE
ДЫЛиСїКИЧњЯпЪЪгУгкSn/Bi/AgЁЂSn/Bi/CuЯЕСа
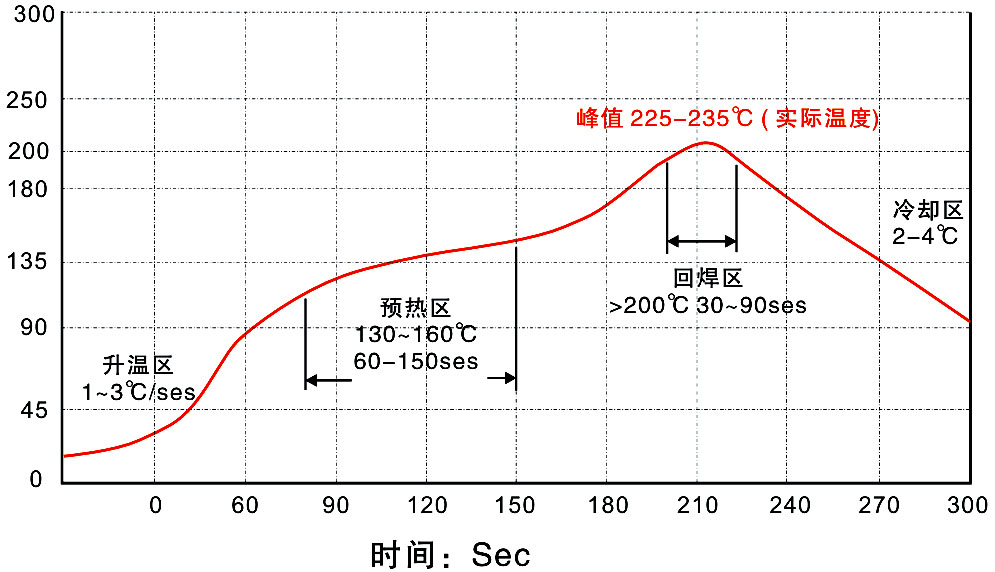
AЁЂЩ§ЮТЧј
дкЩ§ЮТЧјЃЌКИИрФкЕФВПЗжЛгЗЂадШмМСБЛеєЗЂЃЌВЂНЕЕЭдЊЦїМўжЎШШГхЛїЁЃ
вЊЧѓЃКЩ§ЮТаБТЪЮЊ1.0-3Ёц/УыЁЃ
дкИУЧјжњКИМСПЊЪМЛюдО,ЛЏбЇЧхЯДааЖЏПЊЪМ,ВЂЪЙPCBдкЕНДяЛиКИЧјЧАИїВПЮТЖШОљдШЁЃ
вЊЧѓЃКЮТЖШЮЊ130-160ЁцЪБМфЮЊ60-150Уы Щ§ЮТаБТЪЮЊ<3Ёц/УыЁЃ
Ю§ИржаЕФН№ЪєПХСЃШлЛЏЃЌдквКЬЌБэУцеХСІзїгУЯТаЮГЩКИЕуБэУцЁЃ
вЊЧѓЃКЗхжЕЮТЖШЮЊ225-235Ёц ЃЌ200ЁцвдЩЯЪБМф30-90УыЃЈImportantЃЉЁЃ
РыПЊЛиКИЧјКѓЃЌЛљАхНјШыРфШДЧјЃЌПижЦКИЕуЕФРфШДЫйЖШвВЪЎЗжживЊЃЌКИЕуЧПЖШЛсЫцРфШДЫйЖШдіМгЖјдіМгЁЃ
вЊЧѓЃКНЕЮТаБТЪ<4Ёц РфШДжежЙЮТЖШзюКУВЛИпгк90ЁцЁЃ





ЙуЖЋДЈЬяФЩУзПЦММгаЯоЙЋЫО
ШЋЙњЭГвЛЗўЮёШШЯпЃК400-893-9525
ЕчЛАЃК0769-82118170 / 71 / 72
ЪжЛњЃК13603087389
ДЋецЃК0769-82118176
гЪЯфЃКkawada@wuqianxigao.com
ЕижЗЃКЙуЖЋЖЋнИЪаЗяИкеђОЉЖЋТЗ1КХ54КХТЅ1401Ъв

Copyright 2004- © ЙуЖЋДЈЬяФЩУзПЦММгаЯоЙЋЫО All Rights Reserved АцШЈЫљга | дСICPБИ2025430757КХ ЫбЫїЕиЭМ ММЪѕжЇГжЃКжаВЩЭј