-
аЭКХЃКLF9300-SAC305 / 4
-
КЯН№ГЩЗжЃКSn96.5Ag3.0Cu0.5
-
ПХСЃЖШЃК20-38um
-
ОЛжиЃК500g
-
-
ЛЗБЃЮоТБИпЮТЮ§Ир
ENVIRONMENTAL HALOGEN-FREE HIGH TEMPERATURE SOLDER PASTE
Sn96.5/Ag3.0/Cu0.5ЛЗБЃЮоТБИпЮТЮ§ИрШлЕу217ЁцЃЛзївЕЪЕМЪЮТЖШашЧѓ235-255Ёц(Time 30-90Sec);ЮЊФПЧАзюЪЪКЯЕФКИНгВФСЯ;ОпБИИпПЙСІадМАгХСМЕФгЁЫЂжЪСПЃЌЧвФмгааЇМѕЩйПеЖДЁЃЙуЗКгУгкSMTОЋУмЬљЦЌЁЂИпЦЕЭЗЁЂВхМўPCBАхЁЃЬхЯЕжаВЩгУИпадФмДЅБфМСЃЌОпгагХдНЕФШмНтадКЭГжајад,ЪЪгУгкЯИМфОрЦїМў[QFP]ЕФЬљзА,ЛиСїКИКѓССЖШИпЧвБэУцВаСєЮяМЋЩйЮоашЧхЯД,ЮоТБЫиЛЏКЯЮяВаСєЃЌЗћКЯЛЗБЃНћгУЮяжЪвЊЧѓЁЃ
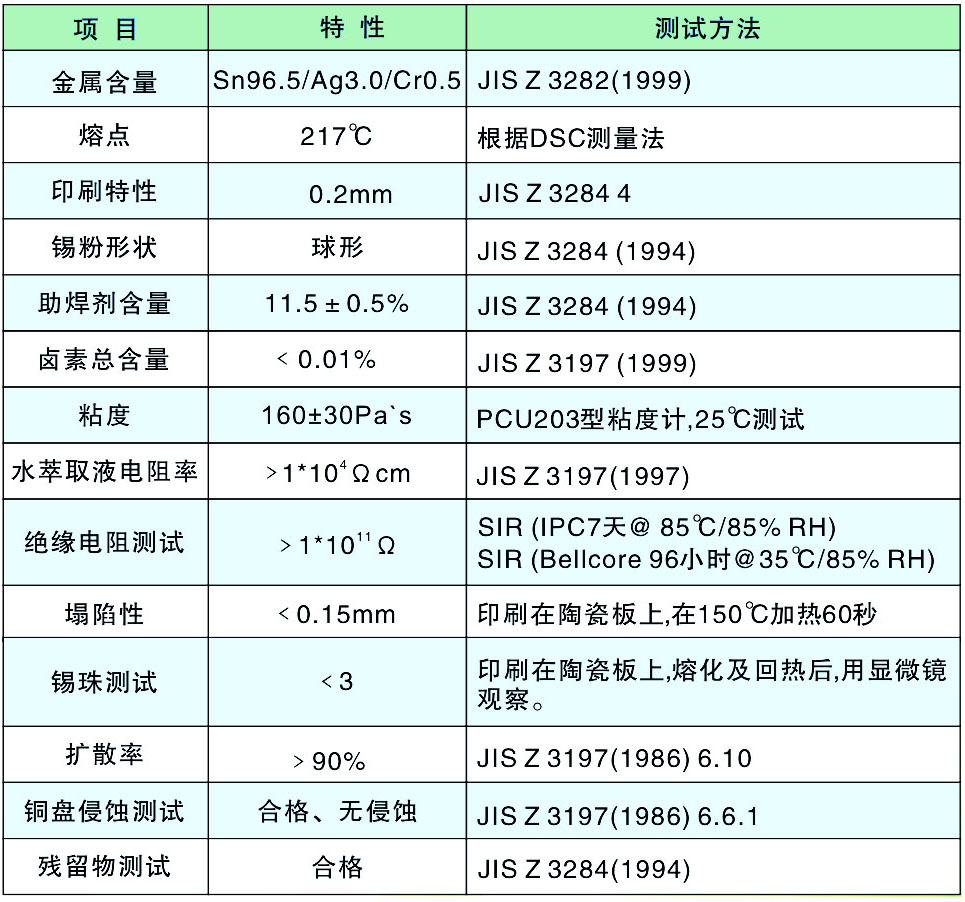
ЛЗБЃЮоТБИпЮТЮ§ИрЬиадБэ
ENVIRONMENTAL HALOGEN-FREE HIGH TEMPERATURE SOLDER PASTE CHARACTERISTICS TABLE
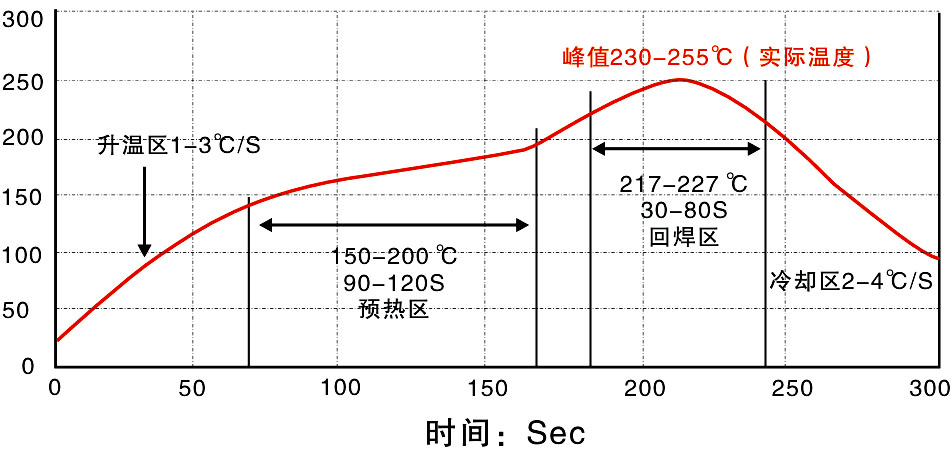
ЛЗБЃИпЮТЮ§ИрЛиКИЧњЯпЭМ
ENVIRNMENTALLY HIGH TEMPERATURE SOLDER PASTE REFLOW CURVE
ДЫЛиКИЧњЯпЪЪгУгкSn/Ag/Cu/ЁЂSn/CuЯЕСа
AЁЂЩ§ЮТЧј
1ЁЂдкЩ§ЮТЧјЃЌКИИрФкЕФВПЗжЛгЗЂадШмМСеєЗЂЃЌВЂНЕЕЭЖддЊЦїМўжЎШШГхЛїЁЃ
2ЁЂвЊЧѓЃКЩ§ЮТаБТЪЮЊ1.0-3Ёц/УыЁЃ
3ЁЂШєЩ§ЮТЫйЖШЬЋПьЃЌдђПЩФмЛсв§Ц№Ю§ИрЕФСїЖЏадМАГЩЗнЖёЛЏЃЌдьГЩЮ§ЧђМАЧХСЌЕШЯжЯѓЃЌЭЌЪБЛсЪЙдЊЦїМўГаЪмЙ§ДѓЕФШШгІСІЖјЪмЫ№ЁЃ
BЁЂдЄШШЧј
1ЁЂдкИУЧјжњКИМСПЊЪМЛюдОЃЌЛЏбЇЧхЯДааЖЏПЊЪМЃЌВЂЪЙPCBдкЕНДяЛиКИЧјЧАИїВПЮТЖШОљдШЁЃ
2ЁЂвЊЧѓЃКЮТЖШЮЊ150-200ЁцЃЌЪБМфЮЊ90-120УыЃЌЩ§ЮТаБТЪгІаЁгк3Ёц/УыЁЃ
CЁЂЛиКИЧј
1ЁЂЮ§ИржаЕФН№ЪєПХСЃШлЛЏЃЌдквКЬЌБэУцеХСІзїгУЯТаЮГЩКИЕуБэУцЁЃ
2ЁЂвЊЧѓЃКЗхжЕЮТЖШЮЊ230-255ЁцЃЌ217ЁцвдЩЯЪБМфЮЊ30-80УыЃЈ1mporantЃЉЁЃ
3ЁЂШєЗхжЕЮТЖШЙ§ИпЛђЛиСїЪБМфЙ§ГЄЃЌПЩФмЛсЕМжТКИЕуБфАЕЃЌжњКИМСВаСєЮяЬМЛЏБфЩЋЃЌдЊЦїМўЪмЫ№ЕШЁЃ
4ЁЂШєЮТЖШЬЋЕЭЛђЛиКИЪБМфЬЋЖЬЃЌдђПЩФмЛсЪЙКИСЯЕФШѓЪЊадБфВюЖјВЛФмаЮГЩИпжЪСПЁЂИпПЩППадЕФКИЕуЃЌОпгаНЯДѓШШШнСПЕФдЊЦїМўЕФКИЕуЩѕжСЛсаЮГЩащКИЁЃ
DЁЂРфШДЧј
1ЁЂРыПЊЛиКИЧјКѓЃЌЛљАхНјШыРфШДЧјЃЌПижЦКИЕуЕФРфШДЫйЖШвВЪЎЗжживЊЃЌКИЕуЧПЖШЛсЫцРфШДЫй ЖШдіМгЖјдіМгЁЃ
2ЁЂвЊЧѓЃКНЕЮТаБТЪаЁгк4ЁцЃЌРфШДжежЙЮТЖШзюКУВЛИпгк100ЁцЁЃ
3ЁЂШєРфШДЫйЖШЬЋПьЃЌдђПЩФмЛсвђГаЪмЙ§ДѓЕФШШгІСІЖјдьГЩдЊЦїМўЪмЫ№ЃЌКИЕугаСбЮЦЕШВЛСМЯжЯѓЁЃ
4ЁЂШєРфШДЫйЖШЬЋТ§ЃЌдђПЩФмЛсаЮГЩНЯДѓЕФОЇСЃНсЙЙЃЌЪЙКИЕуЧПЖШБфВюЛђдЊЦїМўвЦЮЛЁЃ




ЙуЖЋДЈЬяФЩУзПЦММгаЯоЙЋЫО
ШЋЙњЭГвЛЗўЮёШШЯпЃК400-893-9525
ЕчЛАЃК0769-82118170 / 71 / 72
ЪжЛњЃК13603087389
ДЋецЃК0769-82118176
гЪЯфЃКkawada@wuqianxigao.com
ЕижЗЃКЙуЖЋЖЋнИЪаЗяИкеђОЉЖЋТЗ1КХ54КХТЅ1401Ъв

Copyright 2004- © ЙуЖЋДЈЬяФЩУзПЦММгаЯоЙЋЫО All Rights Reserved АцШЈЫљга | дСICPБИ2025430757КХ ЫбЫїЕиЭМ ММЪѕжЇГжЃКжаВЩЭј